Continuando com nossa explanação sobre os elementos de influência no processo de retificação centerless de precisão, nosso destaque para hoje, será a Régua de Apoio.
Assim como foi evidenciado no WP anterior, sobre a importância do ajuste correto da altura da peça, pelo ajuste da régua de apoio, temos que destacar agora, os detalhes, que diferenciam a régua de apoio de precisão, para o processo de retificação de precisão.
Desde o material de sua construção, à sua precisão dimensional/geométrica e acabamento de sua face de apoio, ela fará toda a diferença na operação centerless de precisão, seja de passagem ou de mergulho. Mas antes de entrarmos nesses detalhes, vamos novamente, deixar bem claro, o que devemos esperar, em uma régua de contato, de precisão:
1- A não ocorrência do desgaste em sua face de contato, com a geração da famosa “canaleta”, ou “caminho da peça”.
2- A não ocorrência de vibrações durante a retificação, motivado pelo seu dimensional/geométrico e/ou pelo ângulo de sua face de apoio.
3- A não ocorrência de “marcas” na peça, motivado pelo mau acabamento, ou acabamento não espelhado de sua face de apoio.
4- E finalmente, uma longa vida útil, com um mínimo de desgaste, reposição e consertos.

Fig. 1- Régua de apoio com face espelhada
Exatamente, esse importantíssimo item deveria ser visto e manuseado como um equipamento de precisão e, não como um item de consumo.
Material da Régua: Como estamos tratando, de peças retificadas com alta precisão, sem dúvida alguma, nossa opção será sempre, por uma régua com corpo de aço e pista ou face de apoio em metal duro.
O espelhamento da régua (ex. fig. 1), refletindo a imagem da tela de meu NBook, é uma experiência pessoal, de muitos anos de vivência, em muitos cases de sucesso. A questão é tribológica, precisamos reduzir atrito, mesmo retificando materiais dúcteis, pois para isso, essa régua terá sempre a participação de um importante aliado, o fluído de corte ou solúvel lubrirefrigerante, que será um tema estratégico em nossos WPs.
Dimensionamento e Ângulo da Face de Apoio: Com certeza, assim como todos os elementos de ajuste da máquina, a régua
também deverá seguir o “critério da rigidez”, portanto deverá ser construída com precisão e com dimensionamento proporcional ao diâmetro e peso da peça a ser retificada, como complemento do set-up ideal, para o preparador da máquina.
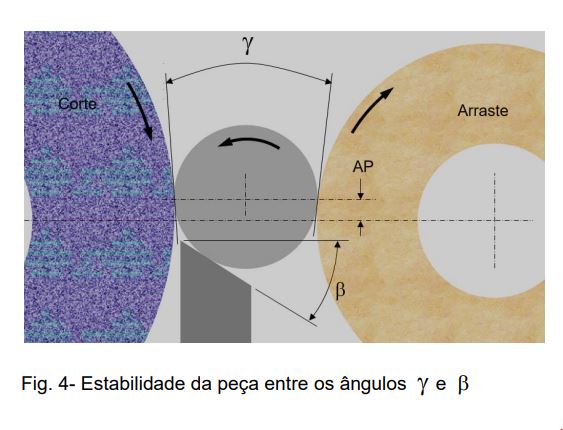
Existe uma relação muito estreita, entre o ângulo (β) de apoio da régua e o ângulo (y) de tangente, altura da peça AP, que conduz a uma condição de estabilidade da mesma, entre os rebolos de corte e arraste.
O fenômeno ocorre, á medida que as forças de corte são reduzidas, pela menor pressão do rebolo de corte sobre a peça e assim sendo, a mesma será retificada com um grau de liberdade maior (ângulo y 8°), que auxiliada pela sua melhor estabilidade entre os rebolos (ângulo β 30°), produzirá em sua superfície, um maior número de ondulações, a cada rotação, com a mudança de seu centro, que
“busca” a concentricidade com seu diâmetro, reduzindo assim o erro de circularidade. (figs. 2, 3, 4)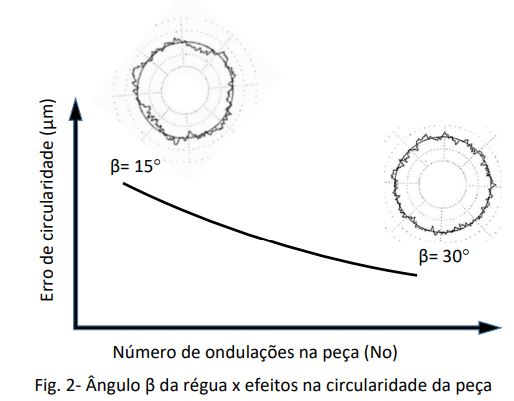
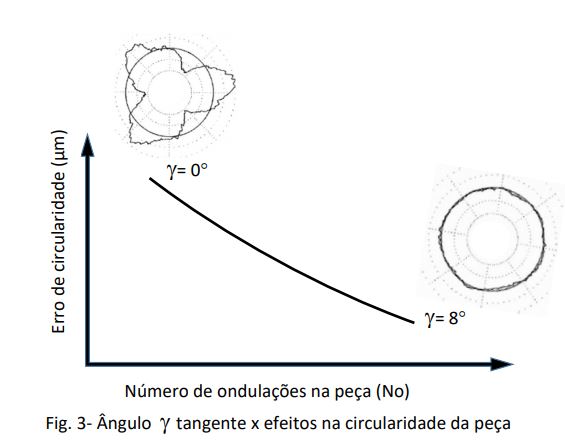
 O efeito corretivo mais significativo, vai ocorrer sempre para o ângulo tangente y (Fig. 3), mostrando a forte pressão do rebolo de corte para y=0°, que além de não corrigir a circularidade, também é responsável pelo desgaste da régua e mau acabamento na peça.
O efeito corretivo mais significativo, vai ocorrer sempre para o ângulo tangente y (Fig. 3), mostrando a forte pressão do rebolo de corte para y=0°, que além de não corrigir a circularidade, também é responsável pelo desgaste da régua e mau acabamento na peça.
Já a elevação da peça para um y=8°, combinado com um y=30°, poderá trazer excelentes resultados.

Autor: Angelo Valdir Lanza – Consultor especialista


